

Variante 1: Calibración de geometrías tridimensionales
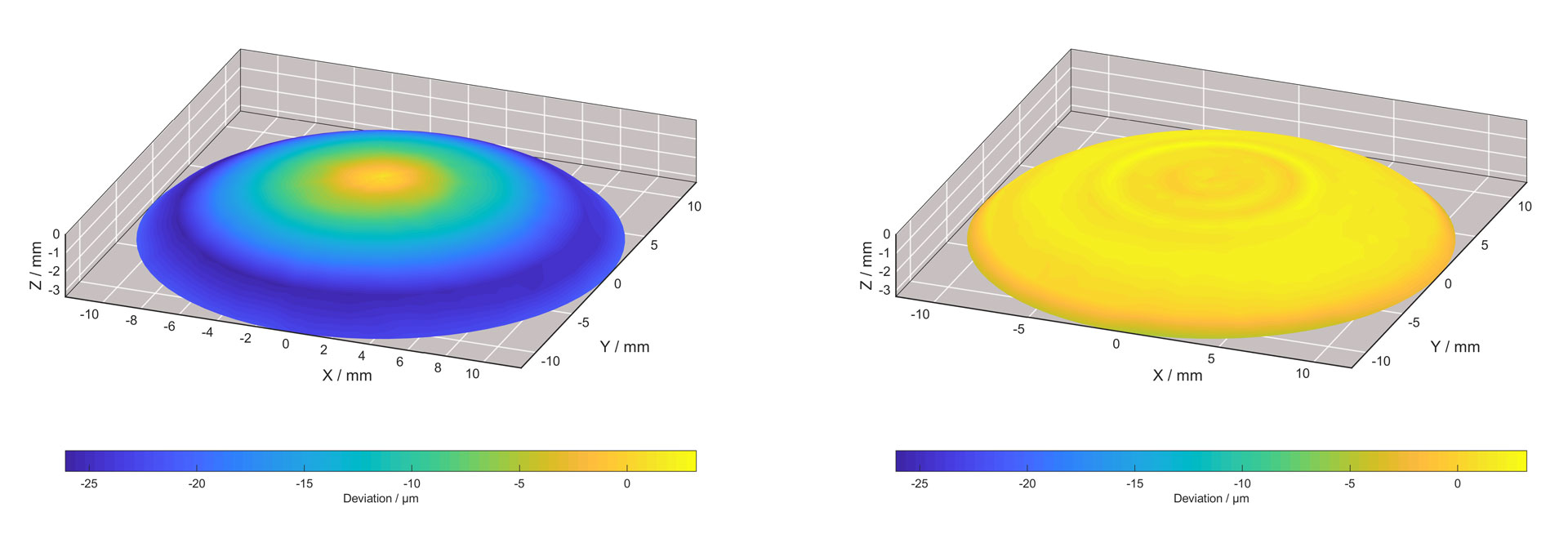
El ejemplo de una lente esférica muestra claramente el funcionamiento de la 3D-ToolComp: En la parte superior de la figura las desviaciones de forma según el primer corte de prueba, determinadas con el ciclo de palpación 444. En la parte inferior, la lente fresada según la compensación de las desviaciones del radio con la 3D-ToolComp.
Y este es el modo de proceder:
1. Ejecutar con la herramienta un mecanizado de prueba en una pieza de prueba.
2. A continuación, calibrar con un palpador digital y con el ciclo 444 PALPAR EN 3D el contorno producido.
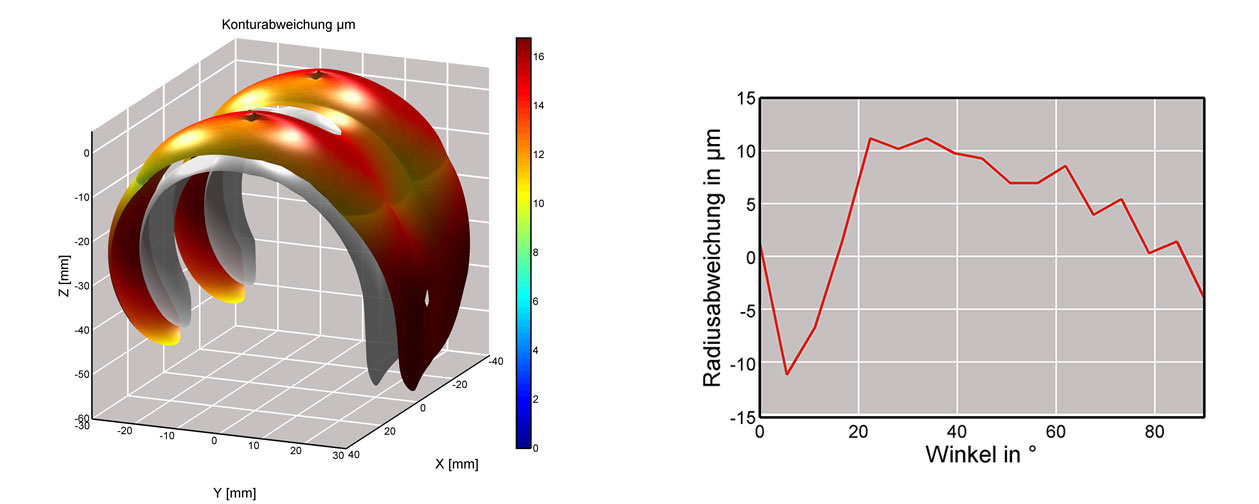
A partir de las desviaciones del contorno fresado respecto al contorno deseado resultan inmediatamente las desviaciones del radio de la herramienta empleada, que se escriben directamente en una tabla de correcciones.
Recomendación: Antes de la palpación de la superficie de la pieza, ejecutar una calibración 3D del palpador digital utilizando la 3D-ToolComp
Variante 2: Calibrar herramientas
Se calibra la forma de la herramienta con un sistema de láser y un ciclo especial, de una manera totalmente automática, de tal modo que el control numérico TNC pueda utilizar estos datos directamente y los pueda documentar en una tabla de correcciones. Por lo tanto no se debe volver a realizar la corrección de la herramienta en el programa NC.
Recomendación: Con dicho modo de proceder, el control numérico TNC controla, de una forma automática, los factores de influencia variables a través de las desviaciones de forma de la herramienta, cumpliendo de este modo un punto importante para obtener el proceso de mecanizado seguro conforme a los requisitos técnicos médicos vigentes.
En el proceso, comprobar la calidad con alta precisión
Dicho sea de paso, la 3D-ToolComp no solo se puede utilizar para la compensación de desviaciones del radio en fresas y para la optimización de los resultados del mecanizado. La opción proporciona asimismo una ayuda para el examen de calidad de alta precisión de piezas con superficies sin forma en el espacio de trabajo de la máquina. A fin de obtener resultados muy precisos en la medición, antes de emplear el ciclo 444 PALPACIÓN 3D, ejecutar con la ayuda de la 3D-ToolComp una calibración tridimensional del palpador digital. El ciclo compensa en este caso el comportamiento de conmutación individual del palpador digital en cualquier dirección.
El ciclo 444 sirve para la medición automática de puntos en superficies sin forma. Para ello, introducir en el ciclo simplemente el punto de medición correspondiente, con sus coordenadas y el vector normal asociado.
- Tras la palpación, el control numérico TNC averigua automáticamente si el punto medido se encuentra dentro de la tolerancia prefijada.
- Además, el ciclo 444 genera automáticamente un documento con el resultado de la medición de fácil comprensión en formato HTML.
- Además se puede consultar el resultado sobre parámetros del sistema para, a continuación, p. ej., iniciar un repaso controlado por programa, activar una parada del programa y emitir un mensaje.